
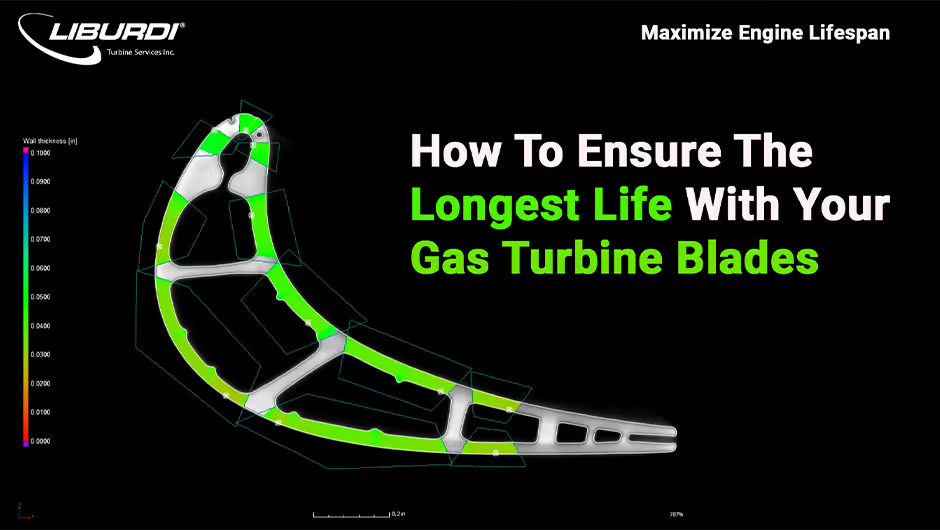
Historically, gas turbine blades retire from service primarily due to creep life limitations. Yet, with the introduction of Liburdi Full Solution Rejuvenation repairs, creep is no longer the primary limiting factor for turbine blade lifespan. This breakthrough permits significant extensions in blade life, shifting the focus to another critical issue: wall thickness.
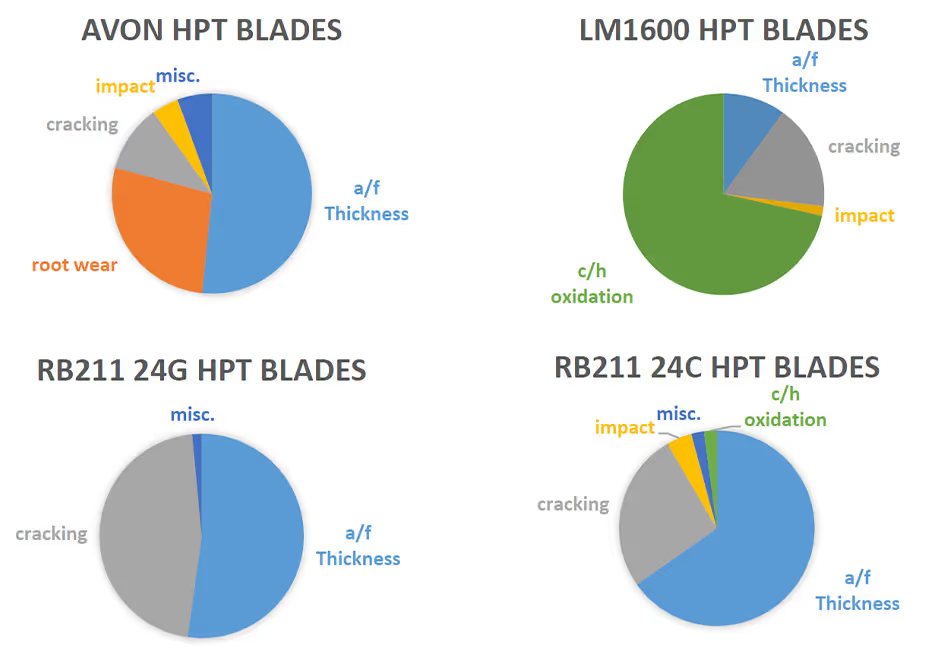
Figure 1: Retirement causes for four types of gas turbine blades after rejuvenation heat treatments.
As gas turbine blades undergo multiple repair cycles, wall thickness diminishes due to the removal of coatings and oxidation damage. This reduction compromises rotating components' load-bearing capacity and increases thermal cycle stress. Establishing safe wall thickness limits are crucial to maximizing the service life of turbine blades and preventing unplanned engine shutdowns.
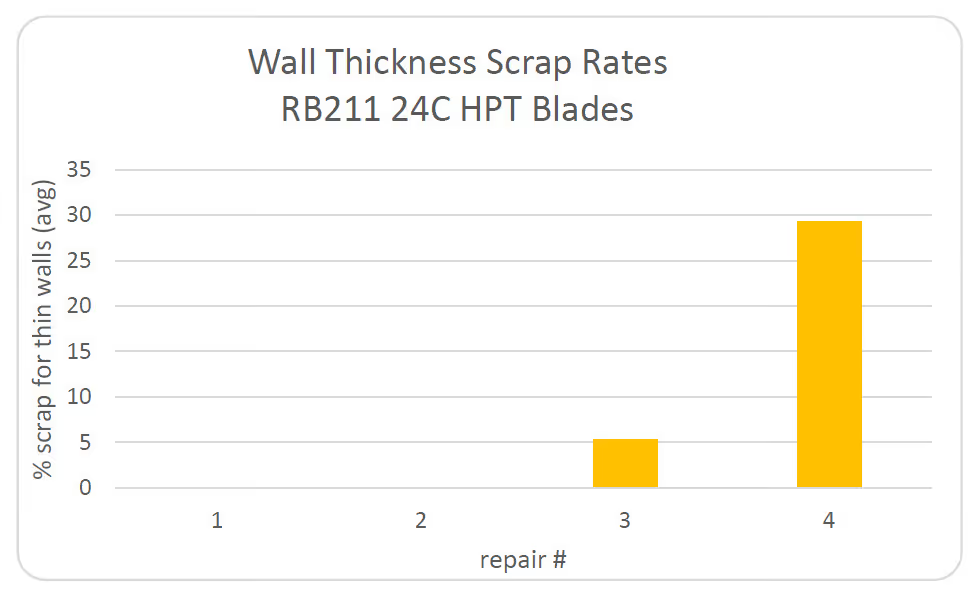
Figure 2: Scrap rates due to thin walls for RB211 24C HPT blades after each repair cycle.
Centrifugal, aerodynamic, and thermal loads influence the stress distribution in a rotating airfoil. While steady-state stresses might be low in some cases, thin walls can lead to damage during thermal cycling, such as engine start-ups and shutdowns. This is particularly evident in turbine vanes and blades' thermal mechanical fatigue (TMF) cracking.
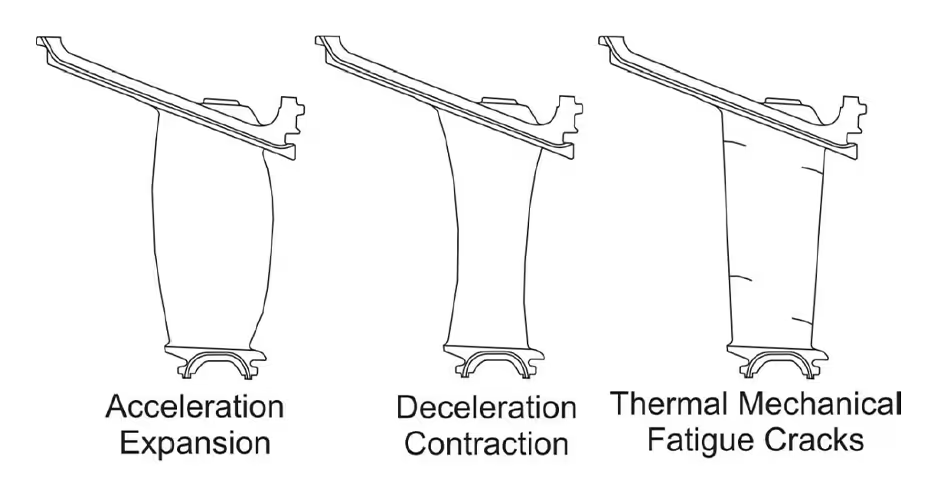
Figure 3: Mechanism of thermal mechanical fatigue in gas turbine vanes.
During acceleration, thin walls expand faster than the core, creating compressive stress. During deceleration, they contract faster, creating tensile stress, which leads to TMF cracking.
A set of aero-derivative turbine blades show radial cracking due to thin airfoil walls, demonstrating the impact of thermal stresses.
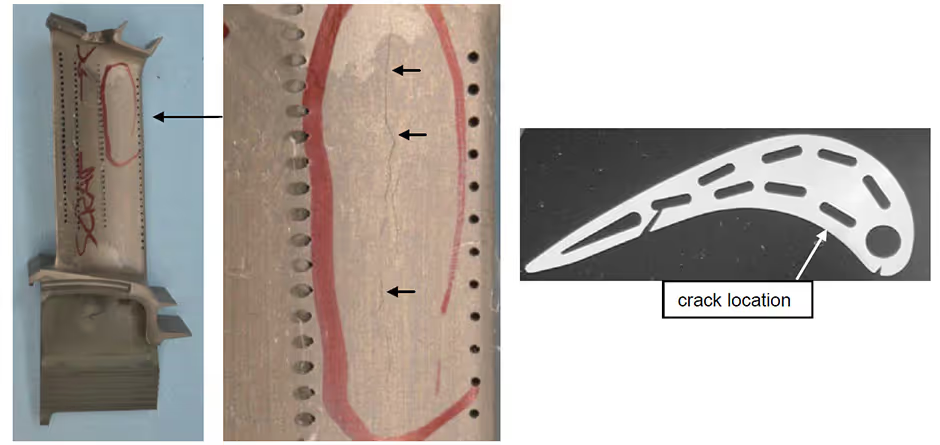
Figure 4: Radial cracking in thin airfoil walls.
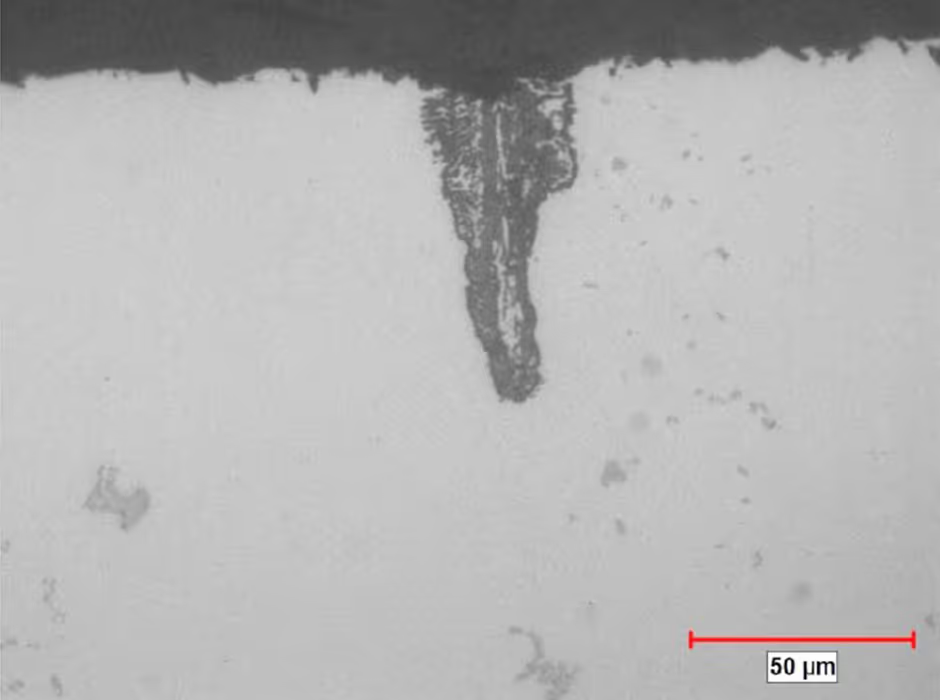
Figure 5: Optical micrograph of TMF crack.
Misalignment of cooling passages during manufacturing results in thin airfoil walls, reducing long-term blade life.
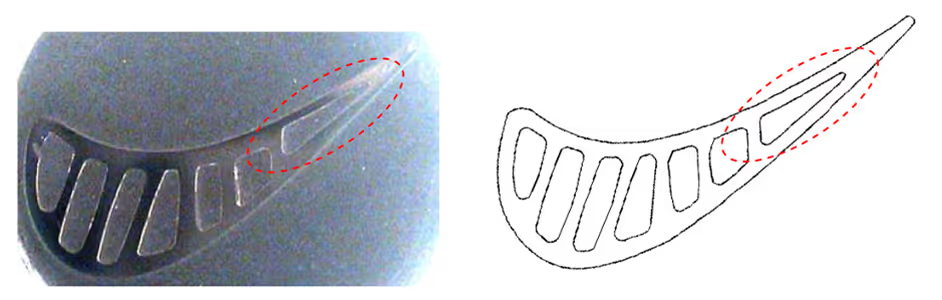
Figure 6: Thin wall due to casting core shift.
Misplaced and oversized cooling holes significantly reduce wall thickness, affecting gas turbine blade durability.
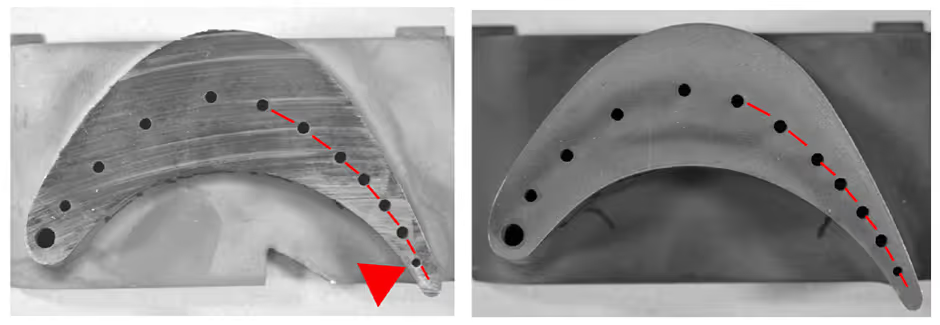
Figure 7: Misplaced cooling hole and proper alignment comparison
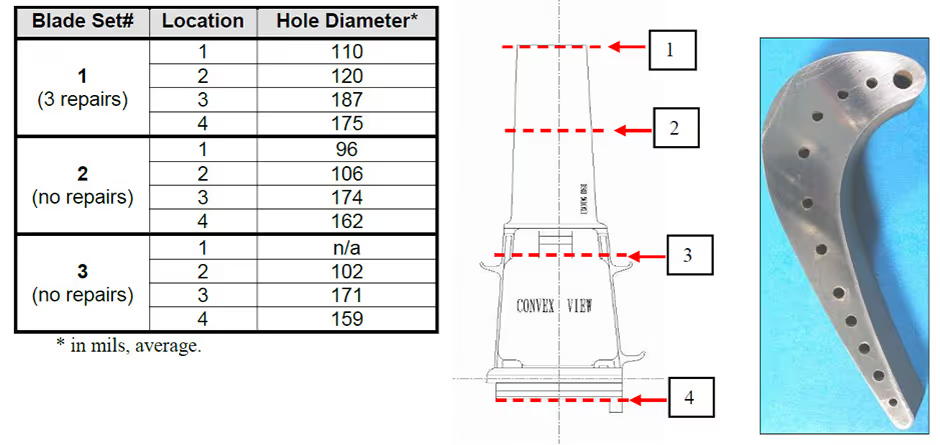
Figure 8: Cooling hole diameter variations.
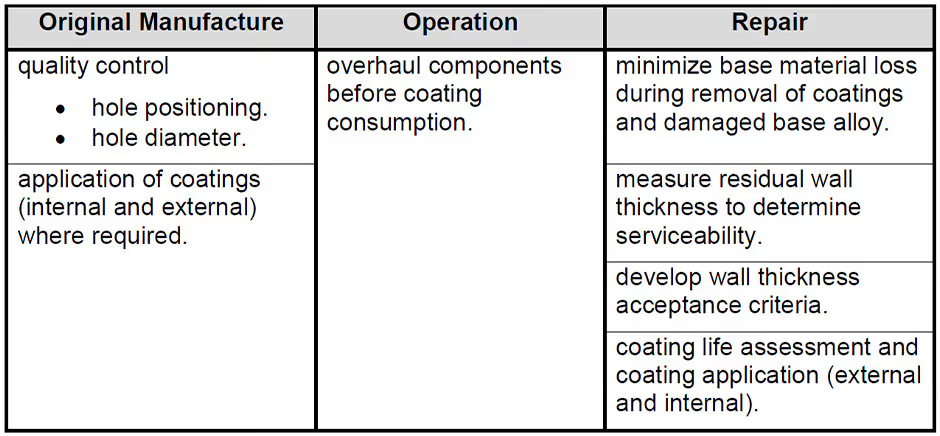
Maximizing component life in terms of wall thickness requires minimizing the reduction in thickness over time and controlling the initial thickness. While some recent studies show that wall thickness variation at manufacture has little impact on initial component performance, these studies only consider wall thickness variation within the reported manufacturing tolerances (typically 5%). However, significant variation in the original manufacturing process can substantially reduce the long-term life of the component.
The wall thickness of hot-section gas turbine components can diminish during service exposure, primarily due to high-temperature oxidation, with occasional thinning caused by hot corrosion or heat erosion. Protective coatings, like diffusion aluminides or overlay coatings, are crucial in reducing oxidation rates.
A set of industrial gas turbine blades, stripped by an unknown party, were deemed scrap due to insufficient wall thickness. Examination revealed deep pitting on the internal surfaces, likely caused by aggressive chemical stripping.

Figure 9: As received condition of the blade with bright surfaces indicating grinding.
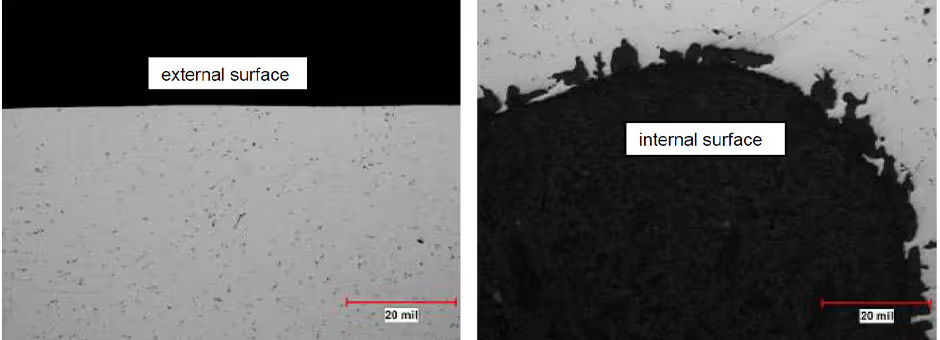
Figure 10: Micrographs show a blade's external and internal surface conditions stripped by an unknown party.
Wall thickness is a critical factor in the serviceability of gas turbine blades. Thin airfoil walls are more susceptible to increased transient loading and thermal-mechanical fatigue (TMF) cracking. To best extend the blade's lifespan, it is crucial to monitor and maintain consistent wall thickness from production through operation and maintenance.
Controlling wall thickness during repairs is crucial for ensuring a longer blade lifespan and preventing costly unplanned shutdowns. Liburdi's expert repairs focus on minimizing wall thinning caused by damage and coating removal, using advanced techniques that preserve structural integrity. Our superior processes ensure more resilient new coatings, reducing the risk of future thinning and maximizing the overall yield rate of your turbine components.
If you have vanes whose walls have thinned beyond use, don’t worry—Liburdi’s LPM® technology can restore wall thickness and extend the life of your components. Contact Liburdi Turbine Services at info@liburditurbineservices.com to learn more about our advanced repair techniques, designed to preserve wall thickness, extend turbine blade life, and prevent costly failures.