
Advancements in gas turbine blade technology have increased the cost of new components. A single crystal blade can cost two to three times that of a conventionally cast blade of similar size and complexity. The high cost of single crystal parts can motivate operators to maximize the service life of gas turbine components.
As a solution to lessen the significant cost of replacement components, Liburdi creates processes designed to extend gas turbine component life. One such process is Full Solution Rejuvenation® heat treatment (FSR). FSR® restores the alloy microstructure and mechanical properties to like-new condition.
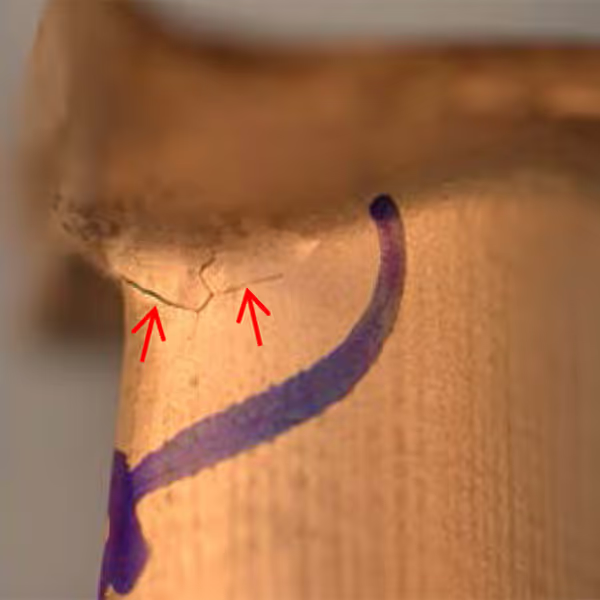
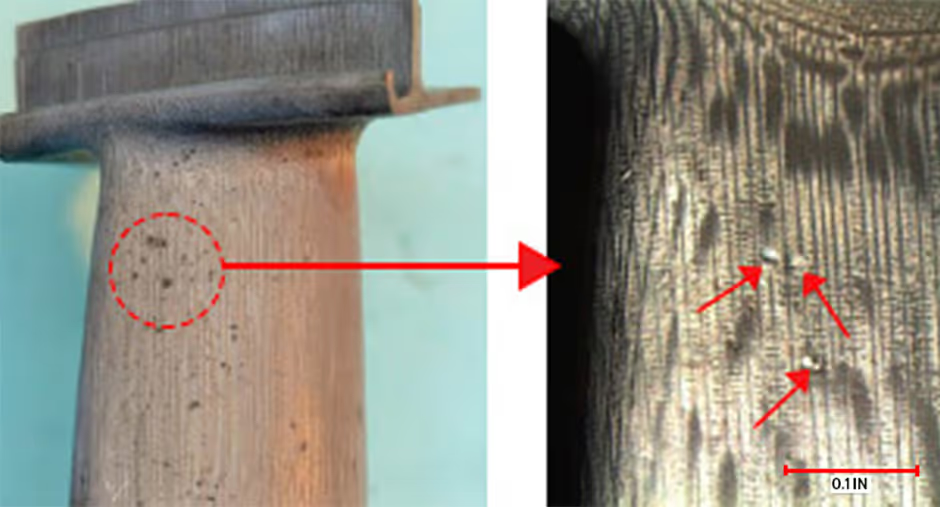
The primary concern with FSR® heat treatment of single crystal alloys is the formation of recrystallized grains on surfaces with residual stress. This is a risk considering the lower levels of grain boundary strengthening alloying additions from single crystal alloys. Recrystallized and/or stray grains in single crystal alloys have resulted in reduced high-temperature fatigue life and stress rupture strength. Accordingly, they are inspected and are cause for rejection by the original manufacturer. This is one of the contributing factors to the higher prices of single crystal castings. See Figure 1 for an example of cracking from a service-run single crystal alloy blade with a stray grain not found during manufacture in the airfoil due to its hidden location.
Liburdi conducted a trial repair to further assess the feasibility of FSR® heat treatment of single-crystal turbine blades.
During repair processing, it is crucial to ensure critical surfaces of the blades are not subject to plastic deformation to avoid subsequent recrystallization. Additionally, it is necessary to have an effective non-destructive inspection method to examine for recrystallization on critical surfaces.
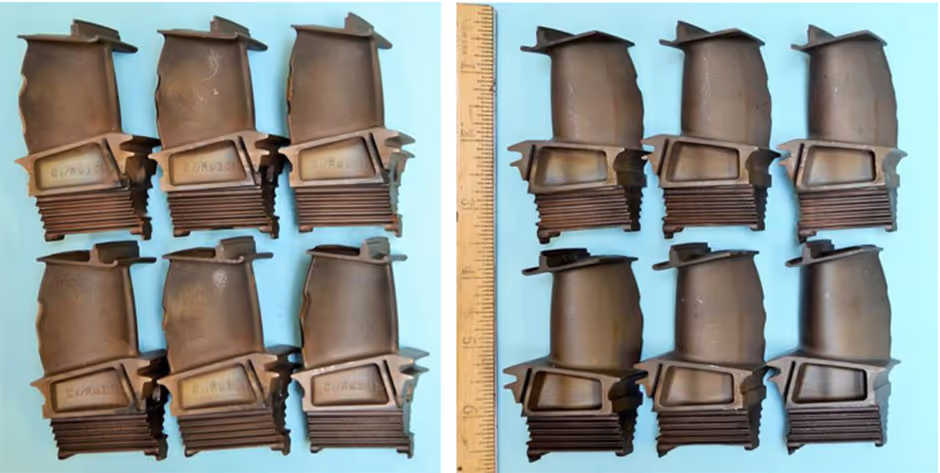
Life-expired Siemens SGT-100 high pressure turbine blades comprised of CMSX-4 single crystal alloy were used for demonstration repair and destructive analysis, Figure 2. The SGT-100 blades operated for 28,000 hours. They were repaired once and then operated for an additional 12,000 hours. With a total service of 36,000 hours, the OEM advised the operator that the parts were time expired.
One representative blade from the set was destructively examined in "as received" condition to establish a baseline for the metallurgical condition. The remaining five SGT-100 blades were subject to repair, which included:
Destructive analysis of the blades in both the "as received" and "post-repair" conditions included:
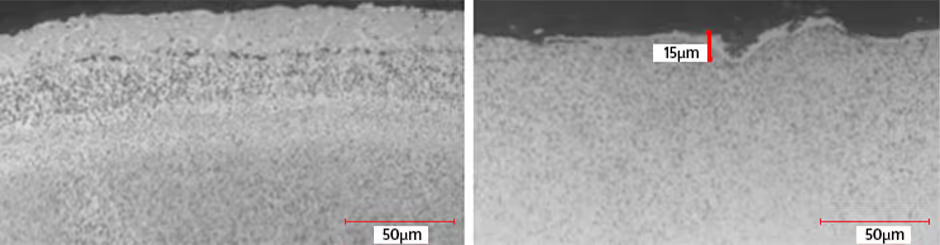
The external airfoil surfaces contained a platinum aluminide coating, Figure 3. While the coating was partially consumed, it provided effective protection for the prior service interval as no damage to the underlying base alloy was observed.
The internal airfoil surfaces were uncoated, Figure 3 right. Minor base alloy oxidation was observed on the internal surfaces, penetrating <25µm (0.001 inches) deep.
Following coating removal, the blades were inspected for surface-exposed cracks or defects by fluorescent penetrant inspection (FPI). No indications were identified.
Inspections determined that the SGT-100 blades were good repair candidates. Ultrasonic technique was used to measure the wall thickness.
After FSR® heat treatment, the turbine blades were non-destructively inspected for recrystallized grains in critical areas by chemical etching. Four out of the five SGT-100 blades exhibited recrystallized grains in critical areas (example shown figure 4).
A destructive examination verified that the depth of recrystallization in the case of at least one blade was beyond serviceable limits (not all recrystallized areas were destructively examined).
Based on this finding, 12 additional life-expired SGT-100 blades were submitted for further analysis. This set included seven blades from the same originally tested six blade set and five from a different blade set. All turbine blades were subject to repair, which included coating removal and FSR® heat treatment processing followed by macro etch inspection for recrystallized grains.
All SGT-100 blades initially exhibited some recrystallized grains in critical areas to varying extents. The turbine blades underwent a cycle of mechanically removing the grains and re-inspection until the recrystallized grains had been eliminated from all critical areas. Finally, eight blades were destructively examined (five from the group of seven, and three from the group of five) to verify the inspection results and assess the remaining wall thickness. All seven SGT-100 blades from the first group were found to be within repair limits and four out of five of the blades from the second group were found to be within repair limits.

A relatively uniform layer of fine recrystallized grains penetrating up to approximately 125µm (0.005 inches) deep was observed on the root serrations of each of the destructively examined blades, Figure 5. The recrystallized layer indicates that the root surfaces had likely been peened at the original manufacturer.
Following FSR® repair, stress rupture testing was performed in accordance with ASTM E139 on a mini-flat specimen taken from the mid-chord of the pressure side airfoil of two blades with the gage section centred at the mid-height of the airfoil. Testing was conducted at 997°C (1826°F) using an applied load of 250MPa (36,300 psi).
Based on the destructive and non-destructive testing performed, the examined SGT-100 blades were in serviceable condition despite reaching the OEM life limit. In cases where the life-limiting damage mechanism is unknown, it is prudent to apply FSR® heat treatment to anneal any pre-crack damage accumulation that may be undetectable by conventional testing.
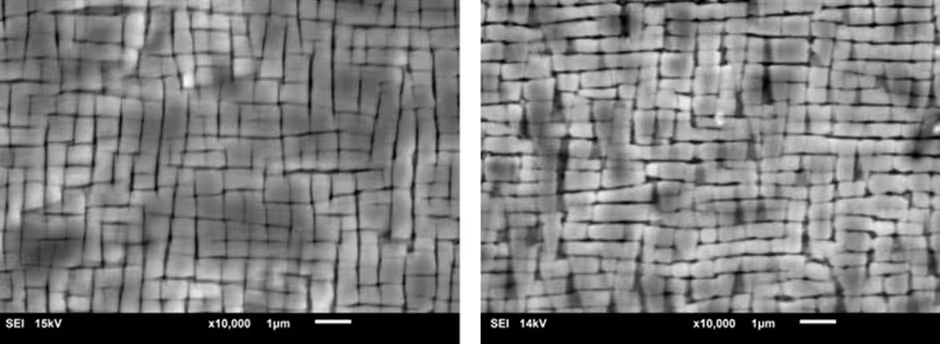
The post service, as received microstructure and stress rupture properties in the main body of the airfoil were not found to be appreciably degraded. However, the trial repair demonstrated that the heat treatment schedule applied resulted in a microstructure comparable to the as-manufactured microstructure, with stress rupture properties equivalent to those published in the literature for fully heat-treated CMSX-4 alloy.
Just as new single crystal castings are subjected to post-casting grain inspections, FSR®-repaired gas turbine blades also need to be inspected for recrystallization, with neither process expected to yield 100%. Of the examined SGT-100 blades, at least two out of seventeen blades had recrystallized grains in critical areas beyond repair limits. However, it was demonstrated that a significant proportion of the tested blades were recovered within repair limits through a cycle of mechanically removing the grains, re-inspection and subsequent non-destructive wall thickness measurements.
It was demonstrated that FSR® repair of single crystal blades is achievable. The post-repair alloy microstructure and stress rupture properties are equivalent to the "as-new" condition. The propensity for recrystallization depends on prior plastic deformation from manufacture, service, and/or repair processing.
An effective non-destructive inspection technique for recrystallized grains is necessary when performing this type of repair, just as it is necessary to perform grain inspection on new single crystal castings. While some fallout is likely to occur due to recrystallization in critical areas beyond repair limits, the trial demonstrated that high repair yields are feasible.
To learn how Full Solution Rejuvenation® (FSR®) can extend the life of your gas turbine parts and reduce replacement costs, contact info@liburditurbineservices.com.